| HEADER DESIGN COMMENTS - Why HEADERS BY "ED" Fit Better.
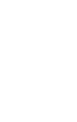
Probably one of the most disappointing aspects of purchasing a set of headers is finding out that they don't fit! Header manufacturers talk about their "state of the art" technology, their computerized benders, etc., etc., etc. You buy a set and soon begin to realize that the most used tool in your tool box may end up being your biggest hammer! There shouldn't be any need for that. Considering that the header business has been around for about 50 years, wouldn't you think that someone would have figured out, if nothing else, how to make a header fit consistently? What a joke! While many are led to believe that the use of benders assures accuracy, few seem to think about how well benders ACTUALLY perform their duties. Even fewer think about how headers are actually assembled (and how important the ASSEMBLY fixturing - or Header Jigs - can be). Both of these areas of header manufacturing - tube bending and header assembly - greatly affect the fit of the final product yet few ever discuss their importance. A short discussion on Tube Bending. First, benders do NOT insure perfection. (They only insure a cheaper product.) While computerization has greatly improved the ease and reliability of bender setup, benders are still machines and machines do wear out. Tube bending is achieved through the use of hydraulic pressure as exerted through various pieces of tooling that clamp and form the tubing. This tooling also wears out. Over time, wear takes its toll and the accuracy of the machine changes. Obviously, good maintenance procedures can forestall or eliminate the effects of wear, but is this always done? Also keep in mind that computerization only controls the functioning of the bender and does not relieve any one else of their responsibilities (like installing the proper tooling into the bender accurately, designing the header correctly in the first place, etc). If someone designs a header that is NOT equal length and has spark plug accessibility problems as well, will the computerized bender make that header design any better? No - the BEST that it can do is duplicate a lousy design with accuracy! Second, tubing actually ages - changes over time. The older the tubing is, the harder/stiffer it becomes. If one sets up a bender to bend a 90 degree bend and uses brand new (fresh from a tubing mill) pieces of tubing during the setup procedure, but, for some reason, uses older tubing in the actual production run, the bends will actually be LESS than 90 degrees because the older tubing will "spring back" MORE when the bending pressure is removed. (Think of something you once tried to bend by hand - a piece of wire or rod, a piece of flat bar stock. Didn't the piece "spring back" to a different position as soon as you released your grip? The same thing occurs with a bender and this has to be compensated for during the bender's set up procedure - otherwise, if you reference to the example using new tubing, EVERY bend would be less than what you wanted. Another way of looking at this is to realize that the bender might have to bend the tubing to 91.25 degrees so that, when the pressure is released, the tube bend just made "springs back" to 90 degrees! Now add in the possibility of someone MIXING various AGES of tubing in a production run so that you can end up with a number of similar-looking but actually different header tubes - that have slightly different bends in them. OUCH!) Unfortunately, to keep production costs as low as possible, large header manufacturers rely heavily on the bender always providing a perfectly bent tube. A short discussion on Header Jigs. As for the necessary header assembly fixturing, over the years we have seen a number of pictures appear in car magazines that were taken inside of various header companies and we have always been amazed by the primitive nature of their header jigs. Many times, in close examination of these pictures, we have seen almost NO referencing to the positioning of tubes in the fixtures other than the "most inside" header tube. For example, consider how some might assemble a four tube header: The first header tube is positioned with one end in the port of the header flange, the other end is positioned in the collector and the tube itself rests against some contact point on the inside of the header jig (so, hopefully, the tube doesn't run into the block). The second header tube is then positioned by putting one end into the header flange port and the other end into the collector and allowed to rest against the first header tube. The third header tube is similarly positioned but rests against the second header tube. The fourth header tube is positioned and it lies against the third header tube. Some clamping is usually done to keep everything from moving during the welding process but that is basically it - simple and FAST (which is necessary to make the header CHEAP). The problem with this is that the fellow assembling the header has no way of knowing if any of the header tubes are bent incorrectly unless the tubes simply won't enter the header flange ports and the collector - in other words, the only time the assembler realizes that there might be a problem is when the header won't go together in the fixture. Otherwise, as long as he can weld everything together - to him, everything is OK. If ANY of the header tubes have ANY errors in them - degree of bend errors, distance between bends errors, or "rotation of plane" bend errors - they are of no consequence to the assembler. And by using primitive header jigging, a header manufacturer can actually use incorrectly bent header tubes and manage to get away with doing so (that is, until someone attempts to install the header). IMAGE: KHdrJig2_nu.jpg width=597 height =383 Picture Caption Follows: Left side '62-'67 Chevy II Header, Header Assembly Fixture. The darker areas seen in the header tubes above are present in ALL headers and come from the various welding, forming, heating, and/or brazing processes required to make a header. Note that even the welded seam in the basic tubing used - as it comes from the tubing manufacturer - is noticeable and this weld discoloration is present in ALL tubing used to make headers. These discolorations are on the surface of the tubing and are NOT visible after the headers are painted, coated, and/or polished. (We wanted to "explain" the above picture so that somebody doesn't think that our headers will have dark areas in them after being painted or coated. They won't! Plus, remember that ALL headers look this way at some point of manufacture.) If the headers are sand-blasted or oxide-blasted, all of the discoloration will be gone. If you want to "blast" the headers prior to painting or coating them to improve paint or coating adhesion, that is fine but DON'T "blast" them if you think that it is necessary to improve their final appearance - it won't!. Also - keep in mind that, as time passes, a "bare" (uncoated) header (mild steel OR stainless steel) will noticeably discolor from the heat of the exhaust gases anyway. This header is a TRUE Equal Length design but the camera angle "hides" the loop in the rear header tube that makes it the same length as the other tubes. Look at the room for spark plug changing! #3 header tube even angles slightly to the rear as goes off the head to add room to the #3 spark plug. No burnt spark plug wires (or hands) with this header design!. REST OF TEXT: In contrast, our header jigs are radically different. Where the large header manufacturer uses fixtures entirely for header assembly, we think of our header jigs as being more of a reference quality nature - not only to be used to assemble the header more accurately but to also reference the car where needed to insure good fit (discussed in detail at the bottom of the page).The picture above shows a customer's header in one of its last final stages of construction. The main header body has been completed and the header has been put back into the header jig to locate the collector (and its proper direction) prior to welding. Note that almost every part of the header has been positioned and clamped into an angle iron! With this type of header assembly fixturing it is almost impossible to make a header any different from any of those that preceded it because the fixture makes the header accurate - not the bender. For what it's worth: We had a person in our shop awhile back that represented a very large local company that did production mandrel bending and metal fabrication and, after looking over our header jigs, said that they were actually TOO ACCURATE! When we asked him how our jigs could be TOO ACCURATE, he said that no matter how accurate his company's benders were, the fact was that they had to accept (and live with) a small tolerance of bending error and that their assembly fixturing had to allow for that. He said that our fixturing, by design, had NO tolerance acceptance and that, if his company was to bend header tubes for us, most of them would NOT even fit into our fixtures. Interesting is the FACT, that if we used a bender to make our headers, we would have to figure out how to make our header jigs SLOPPIER to deal with bending errors! Because we use more accurate fixturing, our headers are built far more accurately as well as far more consistent in fit from one set to another, and, therefore, they fit much better than those offered by large header manufacturers. A discussion on what precedes good Header Jigs. While the design of header jigging is of utmost importance as it really determines the final accuracy of the product, one must also look at what precedes the construction of header jigs to really understand the investment involved to build a BETTER fitting header. Whenever we decide to add a new set of HEADERS BY "ED" we have to initially locate the required vehicle first. This isn't always easy because we may also need the vehicle equipped with certain options. (When we designed our 318-340-360 67-72 Duster, Demon, Dart, etc. header we wanted a car with power steering, power brakes, air conditioning, and automatic transmission. It took us well over a year to find such a car - one that was also available to us for as long as we needed it.) Once the vehicle is located and in our shop, we remove the existing exhaust system and set the vehicle on jackstands. Two VERY LONG collectors are supported under the vehicle to establish not only the end of the header tubes but also the direction of the header at the bottom so that the collector aligns quite accurately with the "exhaust pipe kickup" in the transmission crossmember. This is very important (and NOT always paid attention to by other header companies) as a well-aligned collector makes exhaust system hookup much easier (and often cheaper) plus it allows the use collector extensions for greater performance gains at the track. Note that a collector that is NOT well-aligned with the transmission crossmember "kickup" often requires "S" bends in the exhaust pipes after the header just to get the exhaust pipes through the crossmember kickup area. This means more money and time to install such a header. Another problem often encountered with mis-aligned collectors is the inability to use collector extensions as they end up running into the transmission crossmember (we see this QUITE OFTEN on 66-74 383-440 "B" and "E" series car headers). Another reason why we use VERY LONG collectors during the header prototype design stage is because they allow us to "eyeball" the collectors from the side of the car so that we know they are parallel to the bottom of the car's frame. (If you have ever seen headers where the collectors are pointing in different directions or even run into the vehicle's floor pan, then you've seen headers whose collectors were not aligned correctly during the prototype design stage.) From this point on, the tedious work of figuring out the header design starts. Our design goals are numerous: We want to end up with a TRUE Equal Length Header Design, good spark plug and oil filter accessibility, and, if at all possible, a design that will install without having to raise the engine off the motor mounts. From a performance point of view, we want a design that can be offered in at least three tube sizes and five collector sizes and also in several choices of "tuned" lengths. To make such a design available often requires weeks (not days) of design work (which is why you don't see many headers that offer ALL of these design advantages). Once the headers' prototype design is finished, then the construction of the header jigging is started. Building good Header Jigs. In our case, the header jigs are actually built on the header that was built on the vehicle that was in our shop. We start with a very thick-walled center tube to which is welded the plate that represents the cylinder head surface. The header is bolted to that plate and then a large angle iron is clamped to the VERY LONG collector. Various lengths of angle iron are welded between the collector angle iron and the center tube. At this point the header is basically immobilized - it can't shift position because it is very securely held at both ends. The rest of the header jigging is primarily made from angle irons that are clamped on to the header tubes and then interconnected to one another and to the center tube by other smaller angle irons. Almost every angle iron in a header jig that is used for positioning some part of the header is located at the apex of a triangle. (Remember that a triangle is the STRONGEST of all geometric shapes). Because of their triangulated design, our Header Jigs are Extremely Strong and cannot shift/warp/tweak in any type of normal use. In some cases, in order to build the header and still be able to remove it from the header jig, we have to make clamp-in fixturing to locate various parts. (Two such pieces are in the above picture.) These pieces are located by two surfaces and a stop at one end - this means they are located in all three dimensions so they can't shift location either. Because some of the headers are designed to come apart, some of the header jigs must also reference location of various tube flanges. Some flange reference holders are permanently welded into the jigs, others have to be made removable and so require construction of the clamp-in style fixturing noted above. Obviously, at this point we hope that you realize that the way we design and construct our header jigs is quite costly yet far better than the header jigs used by the large header companies (which may only locate the header flange, the collector, and maybe a couple of tubes). Building BETTER Header Jigs. Now we'll tell you how we make our header jigs even better! Where others use header jigs to just assemble their headers, we also use ours to REFERENCE various parts of the vehicles. What this means is that we actually duplicate parts of the chassis and/or parts of the engine in our fixturing to DOUBLE-CHECK the accuracy of our headers! THIS IS AN EXCLUSIVE CONSTRUCTION DESIGN ADVANTAGE and we have NEVER heard of any other header manufacturer that has done this!!!! Depending on the car, we actually duplicate clutch linkage and steering box assemblies (67-69 350-455 Firebird, for example), Left Side Torsion Bar (66-74 "B" & "E" 383-440 Chrysler Products, for example), Shock Towers (66-69 390-428 Fairlane, Torinos, for example), etc. etc. etc. This is something we do to further insure our headers fit. Another thing that we do that we feel is also EXCLUSIVE to our header jigs is that we use what we call INTERFERENCE POINT jigging. What this means is that we weld various obstructions inside of our header jigs to positively prevent header tubes from running into some part of the engine or the vehicle. Header tubes often run very close to various parts and we try to make sure that our headers fit ALL of the time by preventing the possibility of a tube hitting something. Big companies won't do this because it would force them to build their headers more accurately (or cause them to throw away lots of badly bent tubes). Other reasons why our headers fit BETTER. Large header manufacturers, if they offer more than one header design for a vehicle, always have different header designs. WE DON'T! We have one basic header jig for each basic header that we offer. We might make a basic header design available in a choice of four different tube sizes and six different tube lengths, but all of those different header designs still come out of the same fixture. The beauty of this is that when we design a header initially we build one that is as big and as short as we feel is possible and from that our header jigs are built. After that, we can build headers that are smaller and longer than the initial header design up to the limits of our jigging. Where this affects header fit in the MOST ADVANTAGEOUS WAY is that as we go smaller in tube size, the clearances around the header actually INCREASE!!! For example, when we designed our 68-72 400-455 Buick header, we designed to build a 2 1/8" OD header with a 32" tuned length. This is a very large and very short header and, so far, all of the headers we've built for those cars have been smaller and longer. Realizing that the headers made in 2 1/8" actually fit the car WITHOUT DENTING, think how nice the headers made out of 1 7/8" actually fit!!! WOW! AND remember that no one else is building their headers this way which means no one else is ADDING FIT CLEARANCES to their headers as we are! Where large header manufacturers often redesign their headers to reduce their production costs (which is why Equal Length header designs are becoming as rare as hen's teeth), we don't do this. Many of our headers were actually designed 20-30 years ago and basically have no problems that we know of because we fixed them years ago. Even our "youngest" header is over five years old now! You can't find header designs as tried and proven as these are. We don't make "fits all" headers - all of our headers are designed for specific engine/chassis combinations. This is done to maximize performance gains and to minimize or eliminate problems that these other compromised designs often have like minimal performance gains, fit and/or installation difficulties, spark plug accessibility problems, etc. Over the years we've watched other header manufacturers try to consolidate part numbers by making headers that fit two or more applications. We feel that this is a step backwards in product design. While this is done to make more money and/or lower costs by increasing the size of header production runs and dealers like the idea of stocking less part numbers for the same vehicle coverage, we have yet to see how this actually benefits the customer. Maybe he saves $5-10 but that isn't enough money to make up for the reduced power gains nor the problems we've seen with spark plug changing and/or accessibility. These "fits all" headers often give other headers a bad reputation because many fellows buy these "fits all" headers because they are cheap and then they get disgusted or disappointed because of the problems they often have. From these experiences, they develop the opinion that ALL headers are bad. Not true and certainly not fair!
K0124__OKSMpfOKip
.......................................................................................................................................................................... |
|
|
HEADER DESIGN COMMENTS -
Why HEADERS by "ED" Fit Better.
 |
|  | |||

